|
Asphalt Research Correspondent |
|
University of Nevada Reno tests a mix design process for performance-related Cold In-place Recycling The RAP materials used in the development phase of this research were from the millings of a major street in Reno, Nevada. Two RAP gradations were evaluated; a graded and a non-graded RAP, both passing 25 mm sieve. The graded RAP was obtained by crushing the RAP materials in a laboratory jaw crusher to meet the specification of coarse gradation recommended by the Pacific Coast Conference on Asphalt Specifications (PCCAS). The non-graded RAP consisted of the milled RAP materials without any fractionation.
Proposed Mix Design Method The mix design method developed by ARC researchers at the University of Nevada Reno uses the Superpave gyratory compactor (SGC) and mold with slight modifications. The 150-mm SGC mold was perforated and wrapped with screen net. The proposed mix design method consists of the following steps:
· Select an emulsified asphalt · Determine mixing time · Determine theoretical maximum specific gravity (Gmm) · Determine required number of gyrations to prepare compacted sample · Determine curing time · Determine Optimum Emulsion Content (OEC) · Determine Optimum Water Content (OWC)
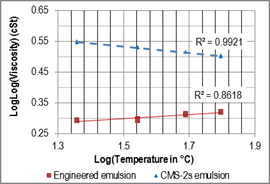
Select an Emulsified Asphalt The two types of emulsions used in this research were a CMS-2s and an Engineered Emulsion (EE). The CMS-2s was stored at a cool dry place at room temperature, and the EE was stored in an oven at 50-60°C. The EE was stirred every other day to avoid breaking. Also, thermal cycling of the EE was avoided as much as possible. Variations of viscosities with temperatures were measured using the rotational viscometer according to AASHTO T316. While the viscosity of CMS-2s decreases with the increase of temperature, the opposite was observed for the EE material (see Figure 1). Furthermore, the viscosity of EE was lower than that of CMS-2s at all temperatures. During the mix design process, the CMS-2s was used at room temperature and the EE was used at 60°C following the manufacturer recommendation.
Figure 1. Variation of viscosity with temperature for the two emulsions.
Determining Mixing Time First the RAP material was mixed with the required amount of water [1.0-4.0% by dry weight of RAP (DWR)] for 1 minute, then a predetermined amount of emulsion was added to the moistened RAP and mixed for 1 minute. Two minutes (1 minute with water and 1 minute with emulsion) of mixing time was found to be satisfactory for good coating of the RAP with emulsion.
Determine Theoretical Maximum Specific Gravities (Gmm) The theoretical maximum specific gravities of the CIR mixes were determined according to AASHTO T209. The coarse graded/non-graded RAP was mixed with predetermined water (4.0%) at 25°C and emulsion at mixing temperature. The mixed samples were cured at 60 °C until they reached constant mass and the Gmm was measured. Typically, the theoretical maximum specific gravities of asphalt mixtures are measured at one bitumen content and then calculated at other contents, assuming a constant effective specific gravity of the aggregate (Gse). This research also evaluated the applicability of this procedure for CIR mixtures. The theoretical specific gravities were measured at different emulsion contents and the Gse was computed at each emulsion content. It was observed that the Gse of the RAP is constant up to an emulsion content of 4.0%, when it decreases with increasing emulsion content. Therefore, it was concluded that if the emulsion content is less than 4.0%, the Gmm of the RAP mix can be measured at one emulsion content and back-calculated for mixtures at other emulsion contents by assuming a constant Gse.
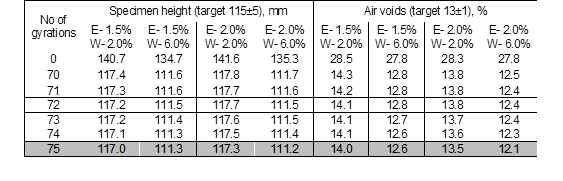
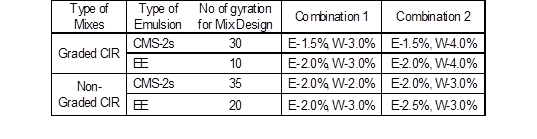
Determine Required Number of Gyrations The amount of RAP material to prepare SGC compacted samples (150 mm) was based on the theoretical specific gravity, target air void of 13.0±1.0%, and target specimen height of 115±5 mm. The target air void of 13.0±1.0% was selected for the study to represent the CIR pavement after construction. Typical emulsion content (1-4%) and water content (1-4%) used in past CIR projects were chosen from the literature as a starting point for the mix design. First, the locking point concept was used to evaluate the required number of gyrations for mix design. The locking point is defined as the first three consecutive gyrations creating a constant height, followed by another set of three consecutive gyrations creating a constant height. A locking point was not achieved at the target air void of 13±1% and 115±5 mm height. Therefore, this concept could not be used to identify the number of gyrations required to prepare compacted samples. The second approach was to subject a set of SGC samples (covering a wide range of emulsion and water content) to 100 gyrations. The required number of gyrations was selected to reach the target specimen height and air voids. If the target specimen height is not achieved at the target air void, the weight of the mixture is adjusted. An example of the process is shown in Table 1. In this particular example, all the trial samples reached the target air voids and specimen height at 75 gyrations, therefore 75 gyrations was selected as Ndesign. The 6.0% of water content was chosen to cover a wide range of variation in the moisture even though it seems higher. If the target air voids and height are not achieved for all trial samples, the Ndesign will have to be chosen using a trial experimental matrix. The trial experimental matrix is composed of four emulsion contents and four water contents (i.e., 16 samples) for one mix design. The number of gyrations used to prepare the mix design samples for all the RAP mixtures in the research is listed in Table 2.
Table 1. An example of selecting number of gyrations to prepare mix design samples
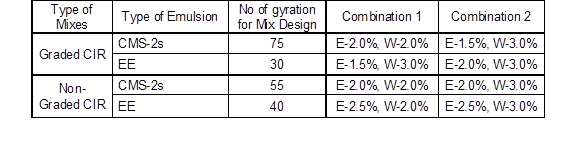
Table 2. Design emulsion contents and water contents for CIR mixes
Determine Curing Time for Compacted CIR Samples CIR samples were prepared at initial water content of 4% with different emulsion contents (2-3 levels), targeting 115±5 mm height and 13±1% air void. The compacted samples were removed immediately from the mold and kept in the oven at 60°C. The curing temperature of 60°C was selected as the effective curing temperature from the literature review. The weights of the samples were monitored continuously to determine the time required to reach constant mass (i.e., mass loss of 0.025% per hour). It was observed that the compacted CIR samples took 24 hours to reach constant mass.
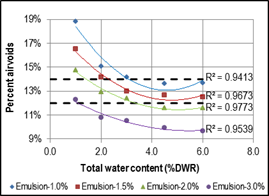
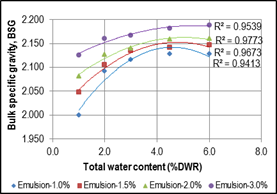
Determine OEC and OWC This step used the variations in the bulk specific gravity (BSG) of the compacted samples at 4% water content to identify the optimum emulsion content (OEC). The graded CIR samples were compacted to 25 gyrations and cured for 24 hours at 60°C. After curing, the BSG of the compacted samples was measured using the parafilm method (ASTM D1188) and plotted against emulsion content. The BSG was increasing constantly with the increasing amount of emulsion, therefore optimum emulsion content was not achieved. The number of gyrations, initial water content and compaction pressure were changed to assess if an optimum emulsion content point could be achieved. However, none of the changes helped to identify a distinct optimum emulsion content. Therefore, it was decided to perform a trial experimental matrix composed of four emulsion contents and four water contents (16 samples) for each mix design. The two combinations of emulsion content and water content out of 16 combinations that best meet the target air void of 13.0±1.0% and target specimen height of 115±5 mm will be selected for further evaluation in terms of moisture sensitivity and resistance to raveling. Typical variations of BSG and air voids with emulsion content and water content for a CIR mix are shown in Figures 2(a) and 2(b), respectively. Table 2 summarizes the two combinations of emulsion and water contents selected for each type of CIR mixes. CIR mixtures with these combinations were further evaluated for moisture sensitivity and raveling in order to identify the optimum emulsion and optimum water content (OEW).
(a) (b) Figure 2. Variation of bulk specific gravities (a) and percent air voids (b) with water content and emulsion content for graded RAP with CMS-2s.
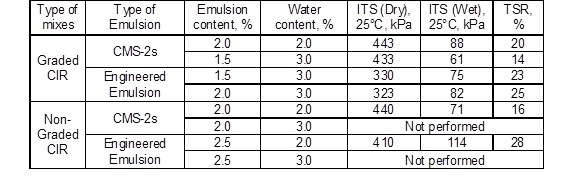
Moisture Sensitivity. The moisture sensitivity test was conducted according to AASHTO T283 on 150-mm CIR samples at the selected combinations of emulsion and water contents, targeting 13±1% air voids. The measured indirect tensile strength (ITS) and tensile strength ratios (TSR) for all CIR mixes used in the study are listed in Table 3. All the CIR mixes used in this study showed severe moisture damage as shown in Table 3.
Table 3. Tensile strengths and tensile strength ratios of CIR mixes
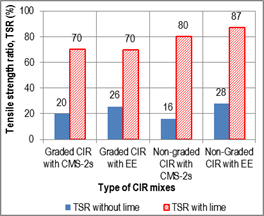
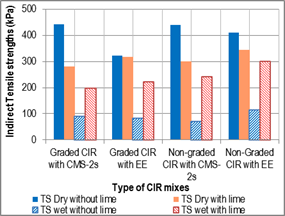
As a mitigation method for the moisture sensitivity problem, 1.5% lime by dry weight of RAP was added to all the CIR mixes. The CIR mix designs with lime were handled in a similar way to those of CIR mixes without lime. The only exception in the mixing process was that after preparation of the required amount of RAP material, samples were mixed with water for 1 minute, then the moistened RAP material was mixed with 1.5% lime for 1 minute, and finally the mixture (RAP + water + lime) was mixed with a predetermined amount of emulsion. All the lime-treated CIR mixes met the target air void of 13.0±1.0% and the specimen height of 115±5 mm. If the air voids and/or specimen height do not meet the target values, it is recommended that the gradations be modified to take into account the fines coming from the addition of lime. The Gmm of the CIR mixes with lime at one emulsion and water content was measured, and the Gmm values at other emulsion contents were calculated as described earlier. Plots of bulk-specific gravities and the air voids of CIR mixes with lime were developed for selecting design emulsion and water content. The selected number of gyrations and the combinations of design emulsion and water content from such plots are tabulated in Table 4. A poorer performance was observed when a greater amount of water (added water + water from emulsion) was applied. Therefore the combinations of emulsion and water content in column 4 (i.e., combination 1) of Table 4 were chosen for further evaluation. The lime-treated CIR mixtures at the selected combinations of emulsion and water contents were evaluated for their moisture sensitivity. Figures 3(a) and (b) compare the ITS and TSR values of the CIR mixtures with and without lime. The addition of the 1.5% lime provided significant improvements in the moisture-conditioned (wet) ITS and TSR values for all the CIR mixtures. The TSRs for all the CIR mixes with lime exceeded 70%. Evaluating the TSRs of the CIR mixes, it was observed that the non-graded mixes, which have more fines (asphalt mastics) than graded mixes, had better resistance to moisture damage. It was also observed that overall, the CIR mixes with the engineered emulsion performed better than the CIR mixes with the conventional emulsion (CMS-2s). Table 4. Design emulsion content and water content for CIR mixes with 1.5% lime
(a) (b) Figure 3. Indirect tensile strengths (a) and tensile strength ratios (b) of CIR mixtures. Resistance to Raveling. After meeting the TSR criterion, the raveling test was conducted on CIR mixes with lime. The raveling test (ASTM D7196) measures resistance to raveling by simulating an abrasion similar to early opening to traffic. The RAP was mixed at design emulsion content and water content and compacted to prepare the raveling test samples, which were 150 mm in diameter and 70±5 mm in height. The samples were prepared by compacting to 20 gyrations using the SGC and were cured for four hours at ambient temperature. The raveling test specimen was placed on the raveling test adapter base in such a way that at least 10 mm of the specimen was available for abrasion. Care was taken that the specimen was centered and well supported. Then the sample was allowed to abrade for 15 minutes. Upon completion of the test, the specimen was removed carefully from the base and brushed to remove any loose material and weighed immediately. The percentage of raveling was calculated from the mass loss of the specimen after the test, and the results are summarized in Figure 5. Raveling of more than 2.0% is not recommended for CIR mixes by most road agencies. Three out of four CIR mixes studied did not meet the criterion of less than 2% raveling. It is suspected that the high raveling is caused by the shorter curing time of four hours. Because of this finding, it was recommended that a cohesion test be conducted to find out if the curing time of the compacted samples is good enough before doing the raveling test.
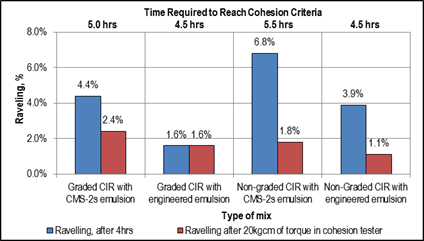
(a) (b) Figure 4. Resistance of CIR mixtures to raveling (a) and cohesion (b). Resistance to Cohesion. The ASTM D3910 cohesion test is typically conducted on slurry seals and chip seals to measure the curing time. This research utilized the cohesion test with minor modifications to evaluate CIR mixtures. The cohesion test determines the required time before traffic is allowed on the project after construction. The compacted sample (150 mm in diameter and 70±5 mm in height) was placed beneath the pneumatically actuated rubber foot (25.4 mm in diameter) of the cohesion tester, and a pressure of 193 kPa was applied on the foot. The rubber foot was twisted by an angle of 90-120° by means of a hand torque wrench. The torque procedure was repeated at 30 min intervals until the torque reads 20 kgcm. Care was taken not to break the sample by performing cohesion testing too early. This test was started after four hours of curing at ambient conditions. An undisturbed side of the sample was selected for each time-interval test. The time required to reach 20 kgcm torque was considered the time required before traffic could be allowed on the project as shown in Figure 5. The raveling tests were also conducted on CIR samples after curing for the length of time required for reaching the cohesion criterion (20 kgcm of torque), and the results are shown in Figure 5. It was observed that the raveling criterion (< 2%) is achieved if the raveling test is conducted after the cohesion is fully developed (i.e. 20 kgcm of torque in cohesion tester).
Figure 5. Raveling performance of CIR mixtures after the cohesion criterion is met. Performance Characteristics of CIR Mixtures The next step of the research was to evaluate the dynamic modulus and the resistance to permanent deformation of the CIR mixtures at the selected optimum combination of emulsion and water contents.
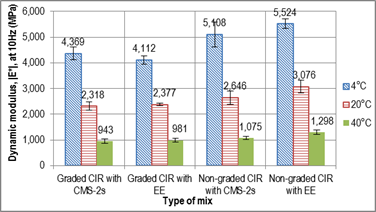
Dynamic Modulus of CIR Mixtures The dynamic modulus test was conducted according to AASHTO TP79. CIR samples 150 mm in diameter and 180 mm in height were compacted using the SGC targeting air voids of 12.0%. The compacted samples were cured for 48 hours at 60°C. The 48 hours of curing time was required before the sample could be cored without collapsing. Cured CIR samples were cored to get a sample 100 mm diameter wide and 150 mm high with air voids of 10.0±1.0%. Test specimens were bulked using the parafilm method in ASTM D1188. Figure 6 shows the dynamic modulus test results.
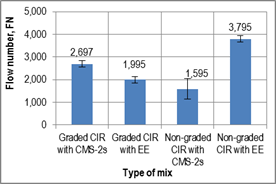
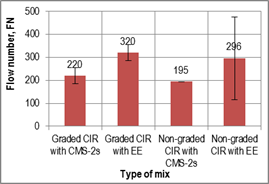
Figure 6. Measured dynamic modulus (|E*|) of CIR mixtures. Permanent Deformation Characteristics of CIR Mixes The flow number (FN) test (AASHTO TP79) was conducted to evaluate the rutting susceptibility of the CIR mixtures. The FN tests were conducted by applying a constant confining stress of 70 kPa and an axial deviator stress of 485 kPa for 0.1 second followed by 0.6 second rest period. The FN values at 45 and 58˚C are shown in Figures 7(a) and (b), respectively. The non-graded CIR with lime and engineered emulsion showed the best resistance to rutting, (i.e. the highest FN).
(a) (b) Figure 7. Flow number of CIR mixtures with lime at 45°C (a) and 58°C (b).
Summary A performance-related mix design procedure was presented for CIR using the Superpave gyratory compactor. The locking point concept using the SGC was not successful in designing the CIR mixes evaluated in this research effort. The best method to identify the design number of gyrations for a CIR mix was to conduct trial mixes at multiple levels of emulsion and water contents and identify the number of gyrations that achieved both target air voids and specimen height. The CIR mixes from the Reno, Nevada, source exhibited severe moisture damage; however this study showed that the addition of hydrated lime improved the resistance to moisture susceptibility significantly. It was also observed that the addition of lime retards the raveling performance of CIR mixtures, while performance can be improved with longer curing time as identified by the cohesion test. The dynamic moduli of CIR mixtures with lime were similar to one another and comparable to those of typical hot mix asphalts. This study also showed that properly designed CIR mixtures have fairly good resistance to permanent deformation. The mix design method for CIR mixes used in this research can be used successfully to develop performance-based designs for CIR mixtures. Furthermore, it is recommended, when possible, to use graded RAP material to improve the repeatability and consistency of test results. Currently, the UNR team is soliciting CIR projects to validate and refine the proposed CIR mix design procedure.
Contacts Peter E. Sebaaly, Ph.D., Professor, psebaaly@unr.edu Elie Y. Hajj, Ph.D., Assistant Professor, elieh@unr.edu
References 1. Piratheepan, M., Sebaaly, P. E., and E. Y. Hajj. “Mix Design of Cold In-Place Recycling,” Proc. of the 2nd Int. ISAP Symposium on Asphalt Pavements and Environment, Fortaleza, Brazil, Oct. 1-3, 2012, p. 12. 2. Piratheepan, M. “Designing Cold Mix Asphalt (CMA) and Cold-In-Place Recycling (CIR) Using SUPERPAVE Gyratory Compactor,” Masters Thesis, University of Nevada, Reno, December, 2011. |